


解读超声螺栓预紧力测量技术
汽车行业或工程机械行业为满足大规模、流水线的生产方式,通常交由各个分供方生产出子零件,再通过焊接、 铆接、粘接及螺栓连接等方法将各个子零部件组装的方法 生产,其中由于螺栓连接设计简单、零部件标准化、装配简 单效率高、可拆卸重装的特点,得到最广泛的应用。螺栓连 接一般是通过预先设定扭矩进行拧紧控制,由于受到法兰 和螺纹副的摩擦,约 90%的扭矩用于克服摩擦力,在螺栓 屈服点前螺栓能产生很好的张力夹紧工件,但拧紧螺栓的 力并非设定的越大越好,如果拧紧时超过螺栓的屈服点, 可能产生塑性变形甚至断裂。因此在对关键零部件的装配 拧紧时通过分析夹紧力制定可靠的拧紧工艺才能确保连 接的可靠性。
一、螺栓连接紧固的原理
在两个部件连接处钻孔,通过螺栓连接起来,螺栓在 拧紧过程中其实是通过拧紧力对螺栓进行轴向的拉伸,到达扭矩点后,利用螺栓自有的张力把两个零部件紧固起来 (见图 1)。在相同的条件下,增加螺杆部位的长度,可以使螺栓更好的伸长,以获得更大的夹紧力。
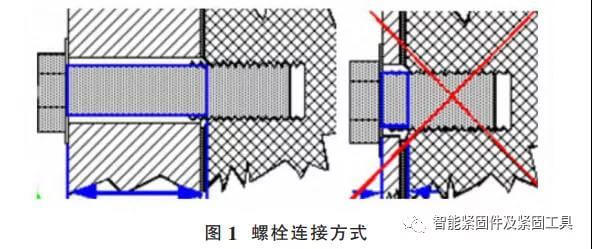
需要注意在螺栓弹性变形的范围内,扭矩与夹紧力理论上呈线性关系。螺栓的拧紧不能超过使用极限,如到达屈服点后,将丧失回弹的能力,产生塑性变形,甚至断裂。随着螺栓等级的增高,其抗拉强度也会增高,因此,应根据屈服的实际情况确定螺栓等级以及拧紧时所需要的扭矩,在发动机内的关键螺栓,一般选用 12.9 级的螺栓,以获得 更高的抗拉强度。
使用如手动扭矩扳子、电动拧紧枪等能够直接测量的出扭矩,但实际更需要关心的是夹紧力,夹紧力并不像施加的扭矩那么简单,同一颗螺栓拧紧过程中,产生塑性变形前,拧紧螺栓使其旋转的越多,得到的扭矩越大。但是扭矩增加,夹紧力并不一定会随线性增长,因为 90%的扭矩被螺栓与法兰摩擦以及螺纹副中的摩擦力给消耗掉,摩擦因素有较大的离散性。举两个例子,比如一颗螺栓的螺杆上有焊渣或螺纹损坏,拧紧到目标扭矩也许螺栓并没有拧到位;又如果在拧紧螺栓前,在螺纹处涂油,相同扭矩下减少摩擦可以获得更高的夹紧力。因此,更高的夹紧力要求,除了前述的扭矩法拧紧,可以采用扭矩控制和角度监控,或转角法拧紧等高级拧紧工艺。
二、超声波夹紧力测量方法
为了更好的控制拧紧的效果,在发动机工厂,对缸盖螺栓、连杆螺栓、主轴承盖螺栓等重要的螺栓连接一般都需要分析夹紧力以获得更好的过程控制,可通过计算大致推导出夹紧力,扭矩、夹紧力与摩擦力的关系如下:
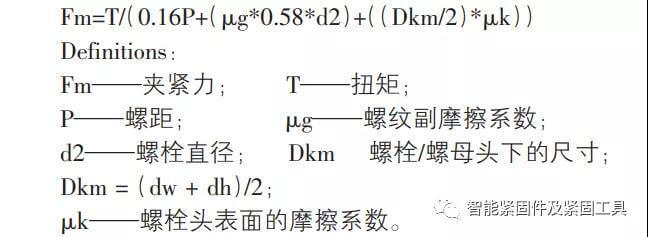
通过超声波测量分析仪可以大大减化夹紧力测量分析的流程,测量设备由脉冲发生器、温度传感器、测量分析软件及超声波拾取传感器和线缆等组成,轴向载荷与螺栓拧紧时的伸长量成正比关系,利于超声波在螺栓介质中沿轴力方向传播时间差,就可以依据轴向变形及其对应的关系来测算夹紧力了,可大大提高测量精度,其主要步骤为:
①确定螺栓预紧力与伸长量的关系:为减少变差,试验的螺栓应与测量夹紧力时的螺栓来源于同一批次。将螺栓装配在标定工装上,设置好螺栓等级、螺栓规格、总长度、夹持长度等信息后、施加扭矩过程中通过测量仪获取预紧力与伸长量的关系,生成标定文件。
②螺栓的初始长度标定:在测量夹紧力前,对准备分析的螺栓进行初始长度标定,将声波拾取传感器贴在螺栓顶部,使用测量仪进行初始长度波纹的拾取。
③夹紧力测量与分析:按照设定的工艺装配零件后拧紧螺栓,清洁样品表面,将声波拾取传感器连接到螺栓贴片上,测量仪发射超声波信号,依据反射波纹和时间,结合螺栓的初始长度,测算出螺栓在拧紧后的伸长量,并依据标定文件的关系最终确定夹紧力的大小。
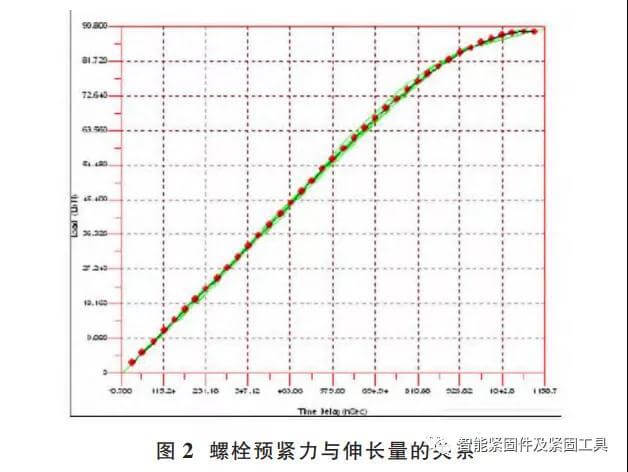
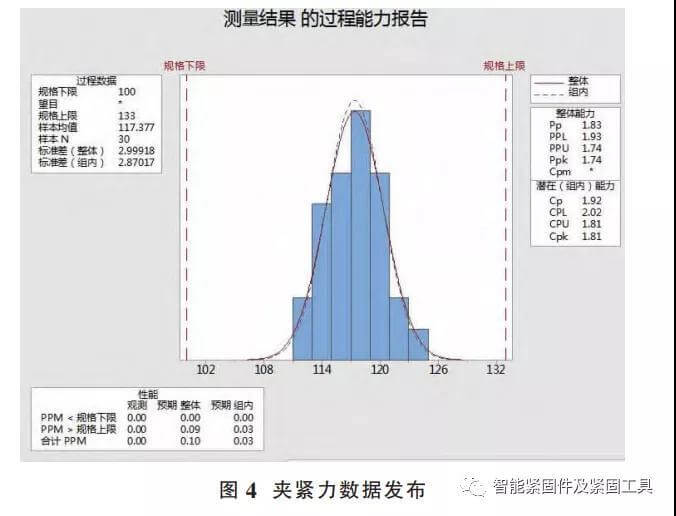
④夹紧力分析的质量控制:使用超声波分析时,环境温度因保持在恒定状态,螺栓的顶部和底部必须使用磨削加工等方式获得足够的平行的光滑平面,以利于超声波的反射,获得更精准的结果。在研究时应使用更多的样本进行测量,并对测量结果实时分析,出现异常值时要采取多重验证消除测量误差,依据统计学原理,样本量至少需要大于 30,数据将服从或近似服从正态分布。
三 总结
采用超声波测量分析技术可实现无损、快速的检测,检测结果可以发现,大大提高了测量的效率和准确性。通过夹紧力分析,对拧紧工艺提供指导和修正,比使用扭矩扳子检测静态扭矩能更好的控制拧紧过程,提升质量。
声明: 本站部分内容来源于网络和网友提交。如有侵权,违法行为等其他问题联系我们删除。
本文地址:https://www.699ys.com/details/38.html

